The internal thread grinding datum affects the taper of the thread busbar,the neutrality, the parallelism of the internal thread busbar and the outer diameter of the nut, and the runout of the internal thread busbar and the nut flange datum end face.
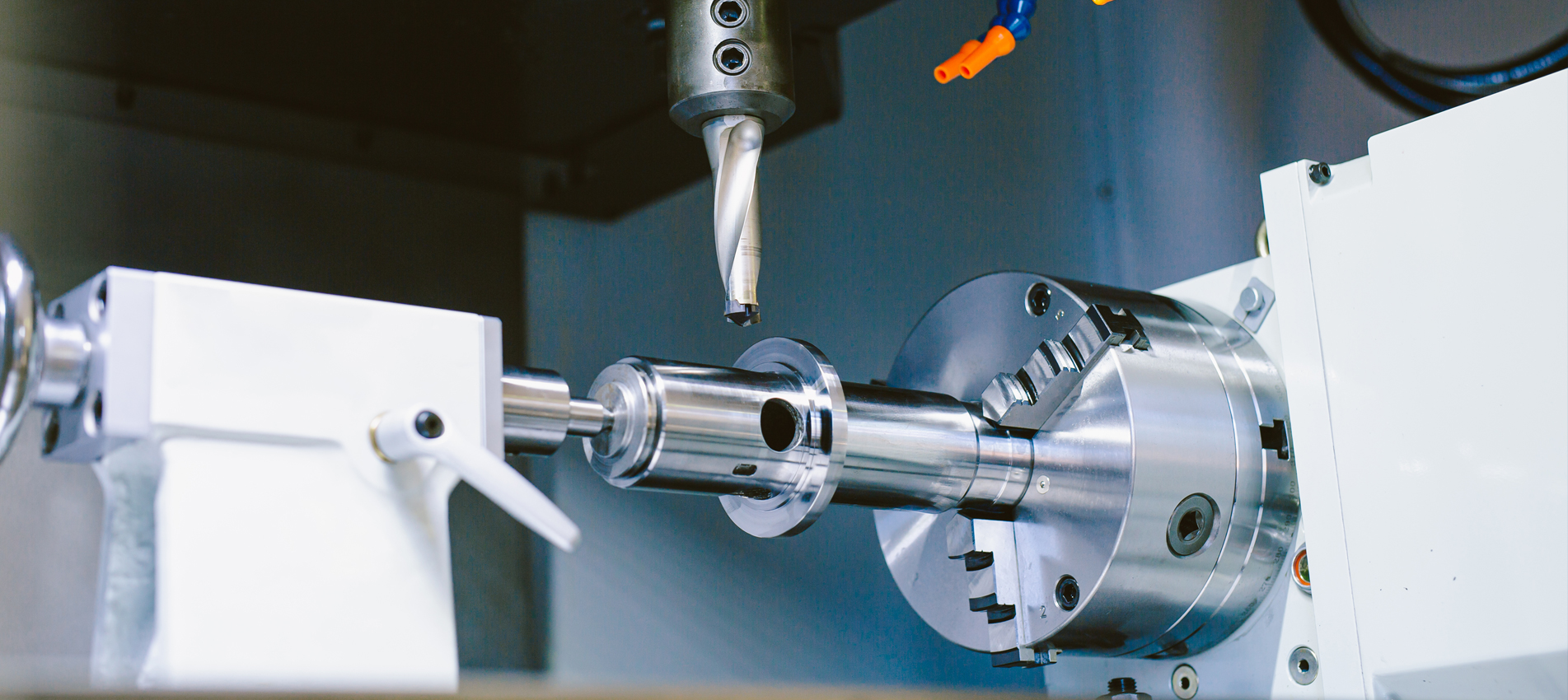
The internal thread, external circle, and end face compound grinder can control the parallelism of the internal thread and the external circle, and can also control the perpendicularity of the internal thread and the flange surface. When the roundness and taper of the nut bottom hole are controlled by the previous process, there is a deviation in roundness and taper, the tooth height will be inconsistent and the contact angle will deviate. When flange nuts are used more, the flange needs to have a certain thickness, otherwise there will be no clamping position, and the Miniature Ball Screws pair basically does not have the conditions for the compound grinding.
In the clamping method adopted by most manufacturers, the nut thread busbar cannot be centered relative to the reference line and is not vertical relative to the flange surface. The side pin can only control the consistency of the nut but cannot control the consistency of the thread starting line relative to the position of the returner hole.
In addition to controlling the above problems for Ball Screws Linear Actuator, we also configure a 60,000+ high-speed dynamic and static piezoelectric spindle, a self-made anti-vibration grinding wheel rod, supplemented by nut fairway polishing technology. The roughness is less than or equal to Ra0.1, and the smoothness exceeds that of our peers.

 English
English español
español 日本語
日本語 한국의
한국의



















 IPv6 network supported
IPv6 network supported

